产品中心
激光光学元器件
激光光学系统一站式解决方案
扁铜线激光去漆皮系统
激光振镜切割系统
激光VIN码振镜打码系统
行业&应用
电控(半导体功率模块)
太阳能光伏
增材制造(3D打印)
消费电子
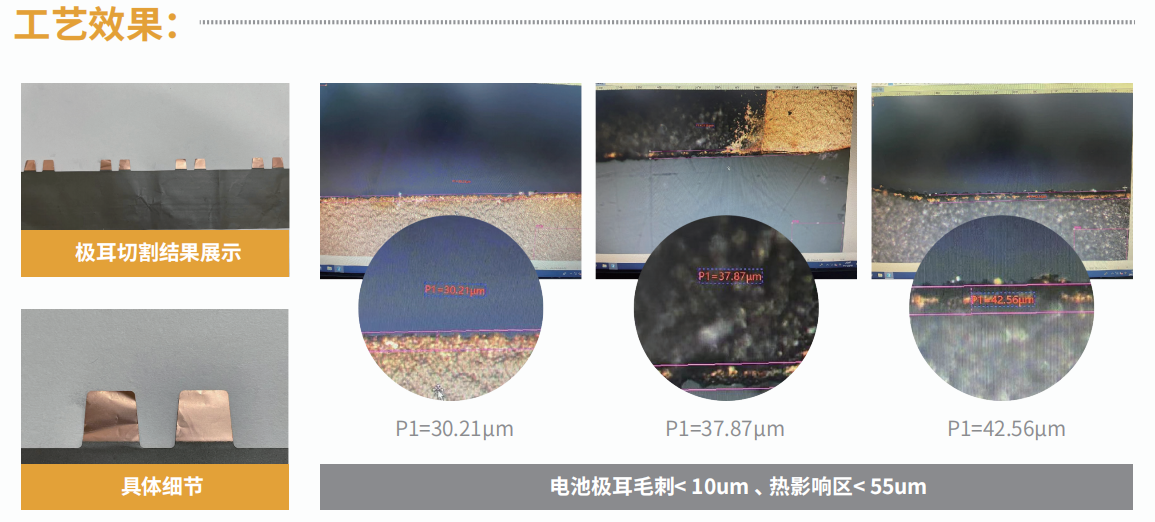
锂离子电池极耳经过浆料涂敷,干燥和辊压之后,形成集流体及两面涂层的三层复合结构,目前,锂离子电池极耳切割工艺主要有以下三种:圆盘剪分切,模具冲切,激光切割。极耳切割过程中,极耳切割边缘的质量对电池性能和品质具有重要的影响,圆盘分切和模切都存在刀具磨损问题,这容易引起工艺不稳定,导致极耳切割品质差,引起电池性能下降。激光切割具有生产效率高,工艺稳定性好的特点,已经在工业上应用于锂离子电池极耳的切割,其基本原理是利用高功率密度激光束照射被切割的电池极片,使极耳很快被加热至很高的温度,迅速熔化、汽化、烧蚀或达到燃点而形成孔洞,随着光束在极耳上的移动,孔洞连续形成宽度很窄的切缝,完成对极耳的切割。
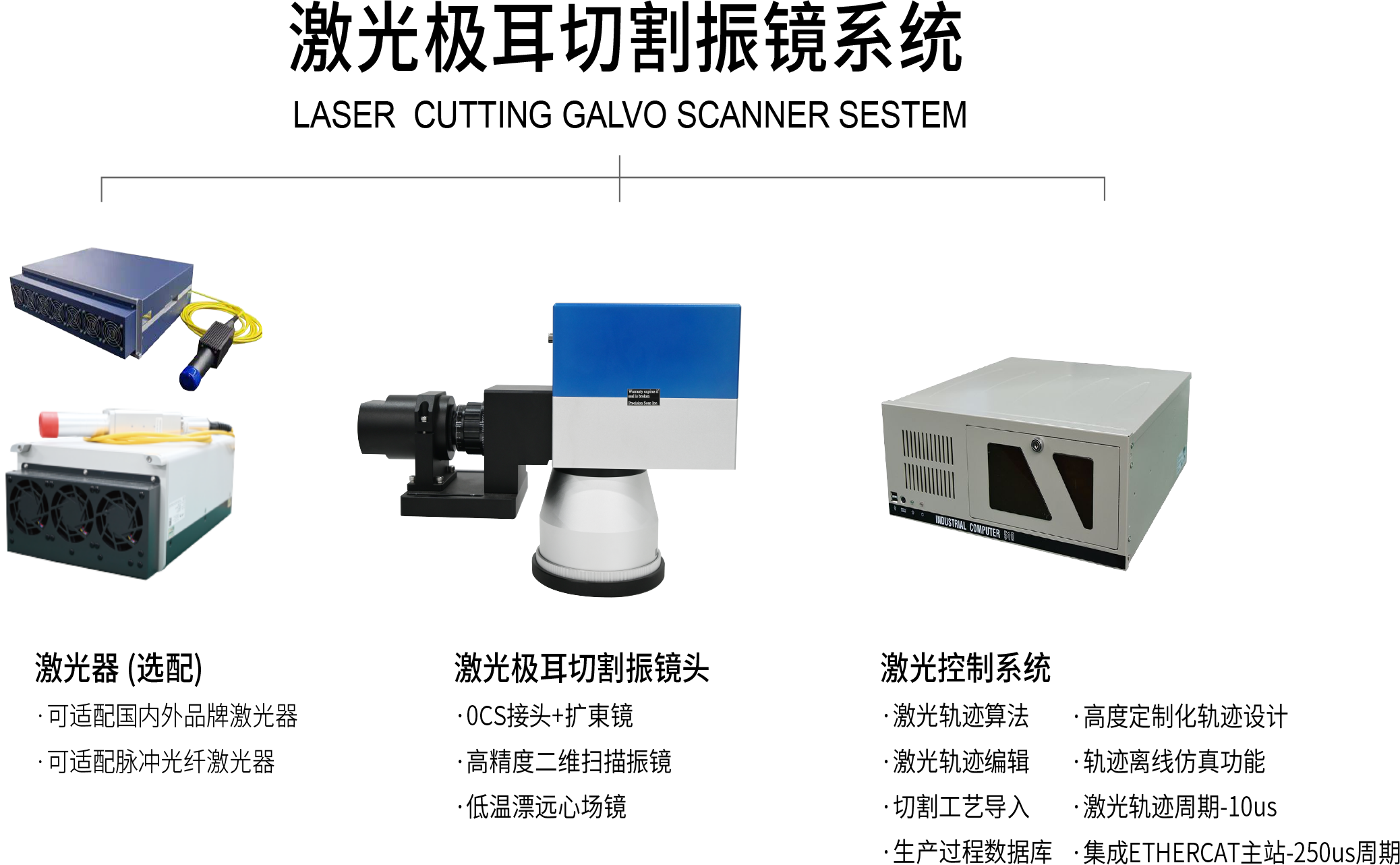
激光扫描头介绍
1、振镜:
振镜最大直线扫描线速可以做到10m/s。可承受激光器功率不低于300W,且温漂低于 50 μRad。加速度可以做到5000m/s2。
2、场镜:
场镜对于振镜切割头至关重要,场镜的设计制造质量直接决定了切割质量和工艺调试难度。
我们针对客户的需求,做针对性的设计和选料。可以根据客户实际需求,进行个性化定制。
激光控制系统介绍
1. 直接控制主牵引和激光,优化机器变速和启动,相对IO触发模式更加稳定,可定制化程度更高,可以解决停机重启交接点的切割工艺问题
2. 可以将整个激光切割机构模组化,标准化,不再引入PLC以及板卡,直接用一台工控机即可完成所有工作
3. 激光系统直接与MES以及生产网络连接,方便MES换型,监控以及报警。
4. 相对主流PLC,Ethercat速度更快,与激光配合度更强,激光与运动控制在同一系统下,真正做到联动
5. 优化的振镜轨迹算法,不存在速度跳变点
6.可定制化续切点,指定机器停机位置在直线边,极耳上边,极耳直线边等
| 激光波长(nm) | 1030-1090 |
| 通光孔径(mm) | 14 |
| 最大功率(w) | </=300 |
| 光纤接口 | QCS |
| 准直焦距/扩束倍率 | 1.5X |
| 场镜焦距(mm | 160 |
| 工作距离(mm) | >180 |
| 工作幅面(mm²) | 75*75 |
| 选配支持 | 异常反馈 |
| 选配支持 | 90°分光 |
| 选配支持 | 状态闭环 |
| 选配支持 | 二次开发 |
您有疑问吗?
订阅信息
联系方式
分享与关注
 苏公网安备32059002003172号 技术支持:网站维护
苏公网安备32059002003172号 技术支持:网站维护
苏公网安备32059002003172号 技术支持:网站维护
苏公网安备32059002003172号 技术支持:网站维护